2-5 tengelyes esztergavezérlő kétcsatornás rendszer
Termékparaméterek
Alkalmazás: Eszterga- és esztergaközpont, CNC fúrógép, CNC famegmunkáló gép, CNC marógép, CNC fúrógép és különösen automata berendezések
Tengely: 1-10 tengely
Gépvizsgálati jelentés: mellékelve.
Funkció: Támogatja az ATC-t, a makró funkciót és a PLC megjelenítőt
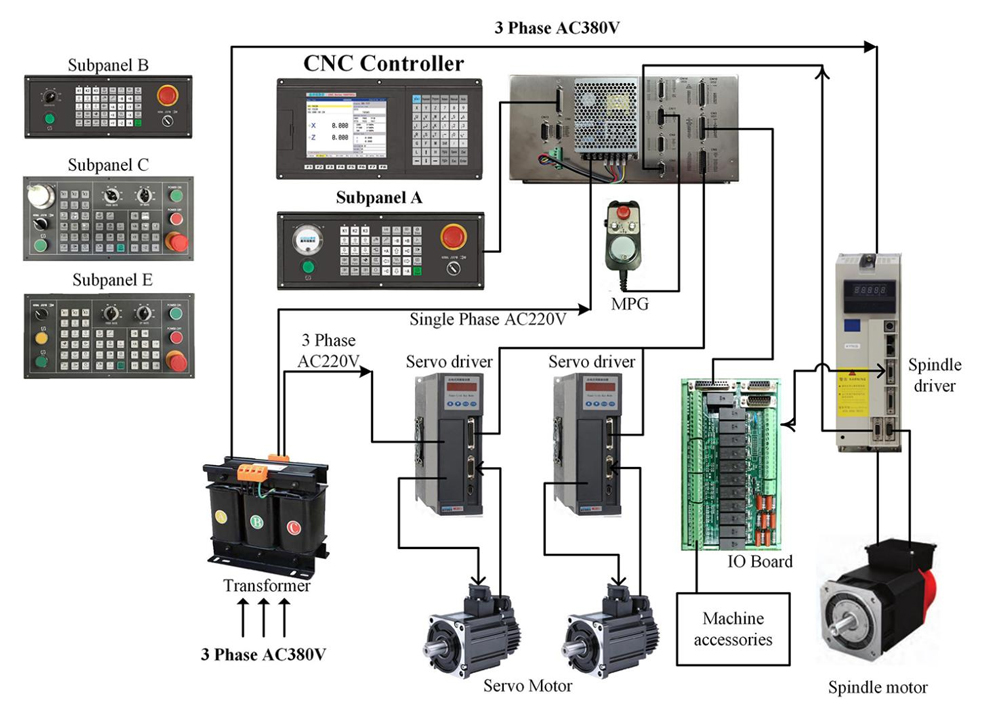
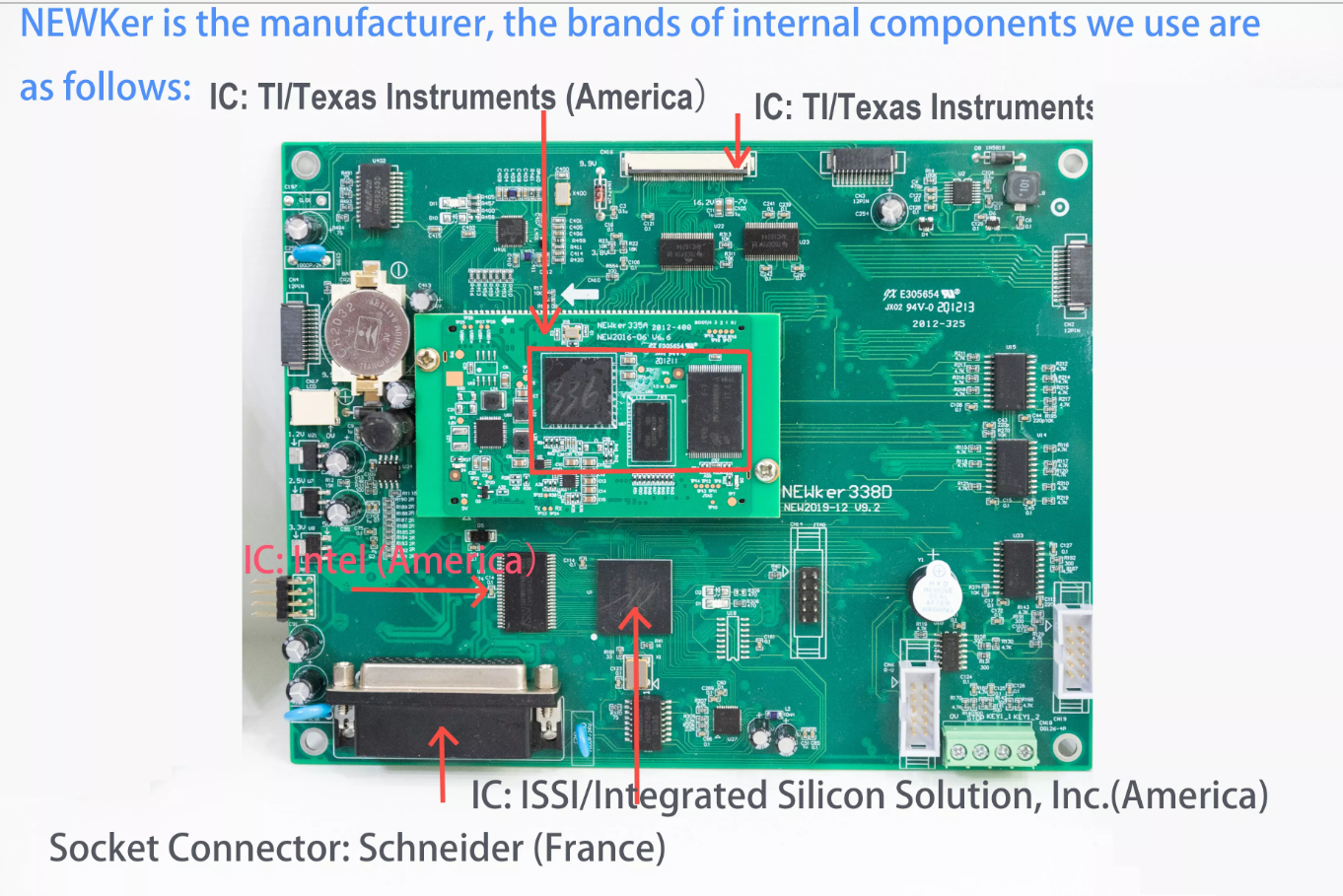
Alapelemek: PLC, CNC, makró program, CNC vezérlő.
CPU: ARM(32bit)+DSP+FPGA.
Port: 56 bemenet 32 kimenet
Súly: 8 kg
Felhasználói üzlethelyiség: 128 Mb
Interfész: USB+RS232 kommunikációs port.
Ellátási képesség: 10000 készlet/készlet havonta.
Garancia: 2 év
Paraméter részletek (G kód mutatja)
1. Gyorsan keresse meg: G00
2. Egyenes interpoláció: G01
3. Ívinterpoláció: G02/03
4. A henger vagy kúp vágási ciklusa: G90
5. A végfelület vágási ciklusa: G94
6. menet vágási ciklusa: G92
7. Menetfúrás fix ciklusa: G93
8. Nagyoló vágás ciklusa excircle-ben: G71
9. Nagyolási ciklus a végfelületen: G72
10. Zárt vágási ciklus: G73
11. Mély furat fúrási ciklusa a végfelületen: G74
12. Horony külső átmérőjű vágási ciklusa: G75
13. Vágóanyag-menet ciklusa: G76
14. Programciklus: G22,G800
15. Helyi koordinátarendszer: G52
16. Határozza meg a kihagyás utasítását: G31,G311
17. Póluskoordináta: G15, G16
18. Metrikus/Imperial program: G20,G21
19. Koordináta beállítása, eltolás: G184,G185
20. Munkadarab koordinátarendszer: G54~G59
21. C szerszámsugár: G40, G41, G42
22. Pontos helymeghatározás/folyamatos útvonal folyamat: G60/G64
23. Etetési mód: G98,G99
24. Visszalépés a program kezdőpontjára: G26
25. Visszatérés a fix pontra: G25, G61, G60
26. Visszatérés a nullaponthoz: G28
27. Felfüggesztés: G04
28. Makróprogram: G65, G66, G67
29. Segédfunkció: S, M, T
Ügyfél dicsérete

Ügyfélügy